3 groups for metal processes
- Forming
- Resditribution
- Wastage
Metal processes - forming
Are processes in which no material is removed, but materials are deformed to produce required shapes
Metal processes - redistribution
Are processes where the material is changed from one form to another without loss of material e.g liquid metal poured into a mould to take a solid shape
Metal processes - wastage
Are processes that cut away material to leave the desired shape
Types of forming (7)
- Press forming
- Spinning
- Cupping and deep drawing
- Drop forging
- Wrought iron forging
- Bending
- Rolling
Types of redistribution
- Sand casting
- Gravity die casting
- Prssure die casting (hot & cold chamber)
- Investment casting
- Low temperature pewter casting
Types of wastage (4)
- Milling
- Flame cutting
- Plasma cutting
- Laser cutting
Press forming:
- stock form
- products
- Sheet
- Metal seats, car body panels, boxes and containers
Press forming process (4)
- Sheet metal is clamped over a die of the product that will determine the final shape of the pressing
- A hydraulic press pushes the die into the sheet metal cutting blades may be included to punch holes into the sheet and trim the excess from the edges
- The hydraulic die is lowered and the pressed sheet components is removed
- The sheet may be placed into further press forming machines for additional pressing, where the shape is complex
Spinning:
- stock form
- products
- Sheet
- Body of stainless steel kettles, saucepans, metal light shades
Spinning process (6)
• A former called a ‘mandrel’ is put into the chuck. The sheet metal blank is held in place between the mandrel and tail stock
- The roller tool is moved into the blank and is rotated with the mandrel. This starts to stretch the metal over the mandrel
- The roller tool is moved along the mandrel as pressure is maintained against the rotating blank
- The roller tool is moved to the end of the mandrel, while still maintaining contact with the blank finishing the shape of the product
- The finished product is removed from the mandrel
- Excess material is trimmed off following the spirring process
Cupping and deep drawing:
- stock form
- products
- sheet (round blank)
- tube-like shapes such as fire extinguishers, aerosol cans, drink cans
Cupping and deep drawing process (3)
- The pressing blank is clamped over a deep drawing die using a prssure pad or clamping ring known as a retainer
- A hydraulic press moves the deep drawing punch to be in contact with the blank. It then pushes the blank into the die cavity to make a cup shape
- The ‘cup’ is then pressed further down through the deep drawing die to make the desired tube shape
Drop forging:
- stock form
- products
- Billet
- Spanner’s, pliers and screwdriver shafts
Drop forging process (5)
- A die is made from cast tool steel is secured from the top of an anvil
- A ram is also equipped with a die that resembles a mould
- The metal ‘billet’ to be forged is heated to above its recrystallisation temperature stopping the product from work hardening as it cools which would make it brittle
- Using tongs, the heated billet is placed by an operator into the anvil die, and the hydraulic ram is brought down with force making the hot billet spread around the shape of the die
- The ram is lifted and the complete product is removed for cooling and finishing
Wrought iron forging:
- stock form
- products
- Bar
- Decorative metalwork such as gate scrolls, decorative fencing
Wrought iron forging process (2)
- The wrought iron is heated in a gas or coke-fired forged
- It is then shaped by holding it with tongs, hammering it over an anvil or using other tools such as scroll formers or twisting bars
Key features of wrought iron forging (3)
- Uses wrought iron (carbon content less than 0.08%)
- Can be hand or hydraulic press process
- Suitable for one-off or small-batch production
Bending:
- stock form
- products
- Sheet or plate
- Seams on metal edges, bending sheets for product casting or housings
- mainly used for large scale batches in industry
Bending process (3)
- Clamp the stock metal between a matching punch and die
- A hydraulic, pneumatic or mechanical brake holds the metal sheet or plate and lowers the punch to bend the material to shape
- Modern press brakes use a back gauge to accurately position the piece of metal, so that the brake bends the metal in the correct place
Rolling:
- stock form
- products
Key features of rolling (3)
- Hot rolling metal results in uniform mechanical properties, no deformation or stresses
- Surface is usually coated with carbon deposits which must be removed using acid pickling
- Cold rolling results in a material that has a tighter tolerance and better surface finish
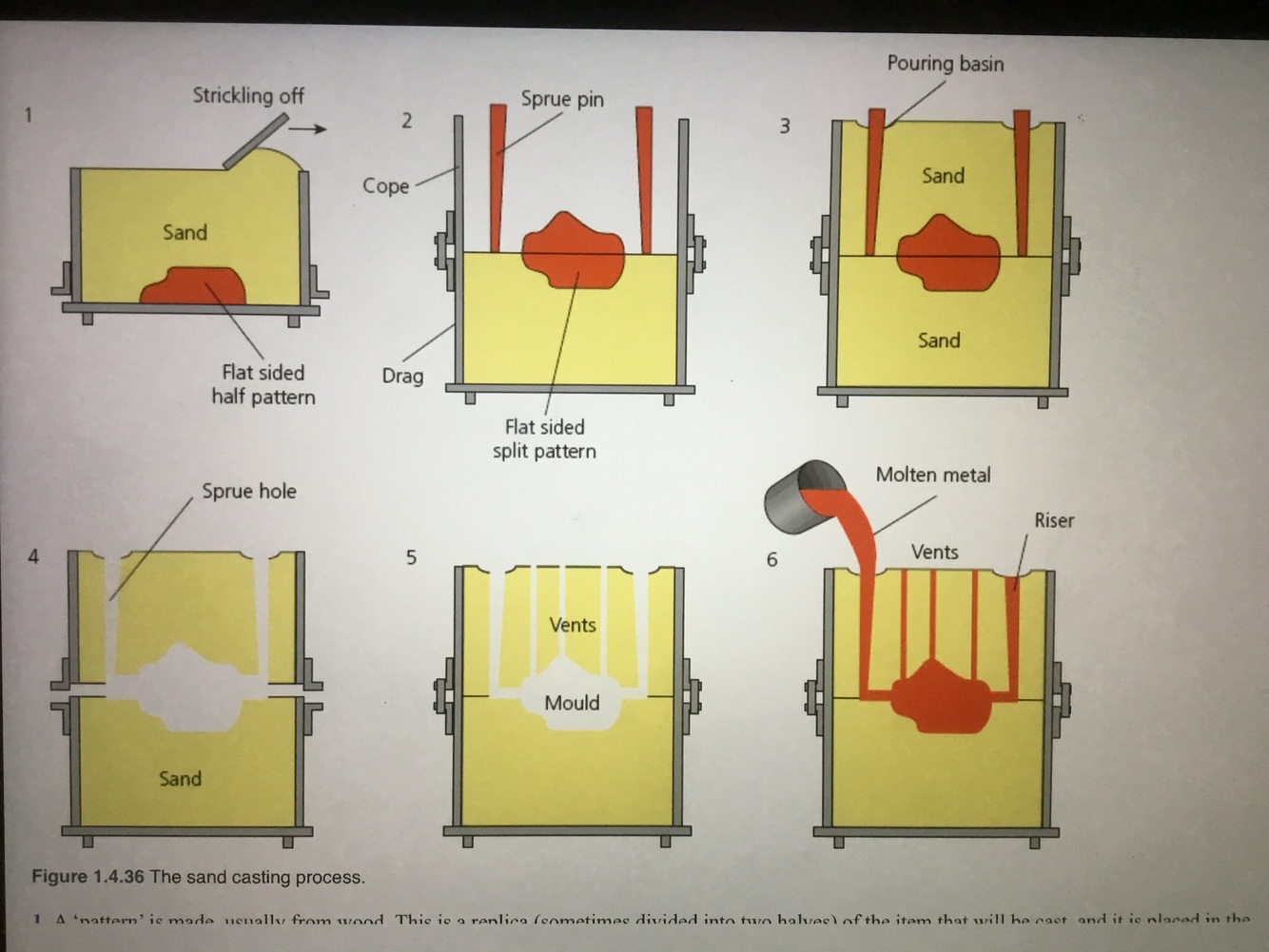
Sand casting:
- stock form
- products (7)
- Molten metal from a billet
- Railway carriage wheels, wood working clamps, vices, motor housings, bollards, drain covers, post boxes
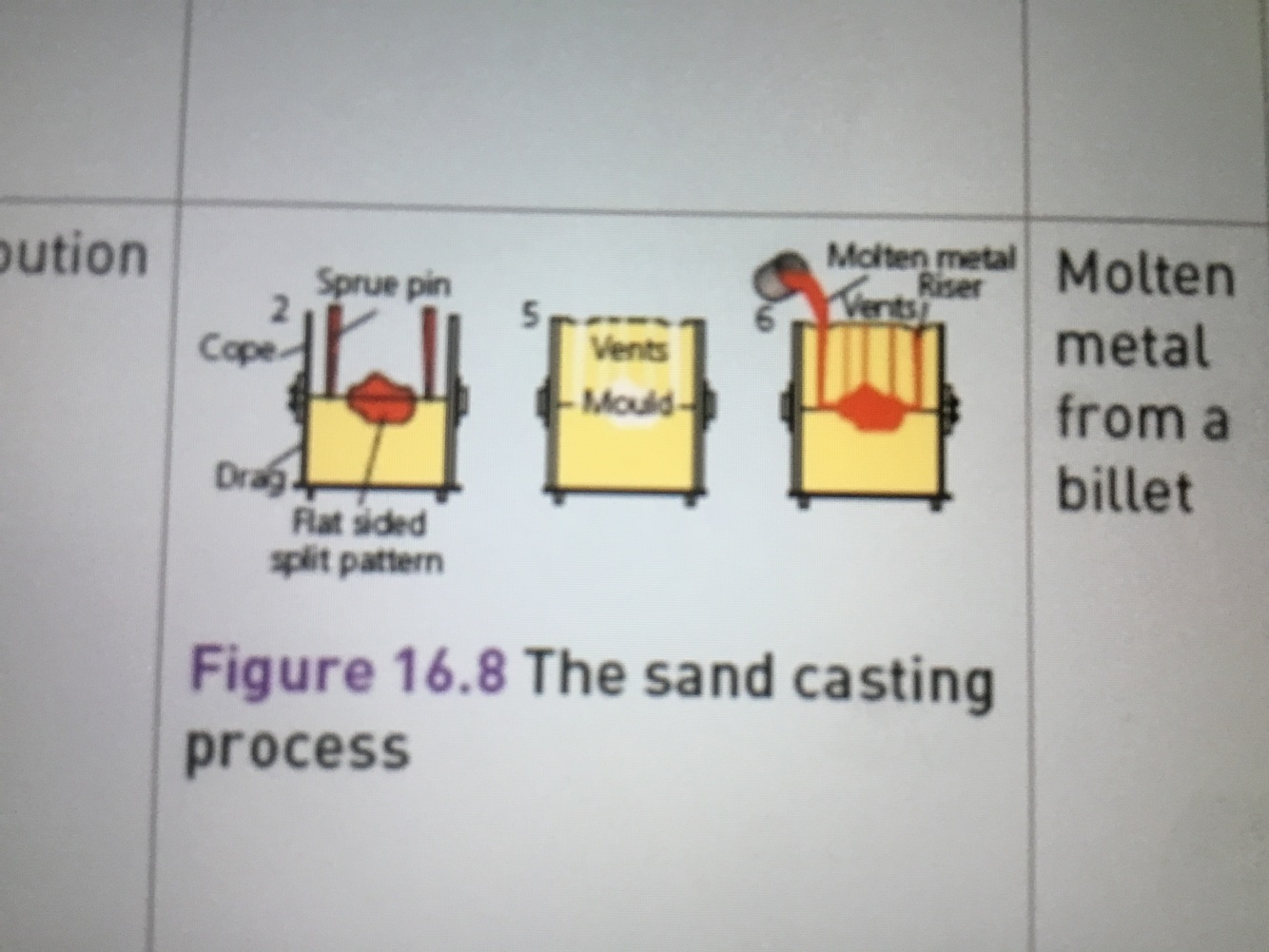
Sand casting process (6)
1 - a ‘pattern’ is made, usually from wood which is a replica of the item that will be cast and is then placed into a drag. The drag is then filled with sand which is packed or rammed in tight around the pattern and levelled
2 - The drag is turned over and the cope is clamped into position over the top of the drag
3 - sand is packed into the cope a round the runner, riser and pattern. A small depression is made on the surface around the sprue to make a pouring basin
4 - the cope and drag are separated, and the stakes and patterns are carefully removed. Connecting channels are cut to join the sprue to the pattern cavity, and from this to the riser. The cope and drag are then re-assembled and the mould is ready for pouring to begin
5 - small metal spikes may be inserted and removed to make vent holes. These will allow gases from the casting process to escape
6 - The molten metal is poured into the pouring basin. It flows down the runner, into the cavity. When cavity is full, the molten metal flows up the riser, indicating to the worker that the cavity is full. Once cool, the sand is removed to reveal the casting




-
1.7 - Modern Materials10
-
3.1.8 - The Requirements For Product Design0
-
The Use Of Finishes 3.1.50
-
2.5 - Major Development In Technology2
-
2.14 National standard and legislation17
-
21 - Digital Design And Manufacture35
-
13.1 - Enhancement Of Materials (Polymers)12
-
12 - Responsible design15
-
27 - Enterprise And Marketing6
-
13 - Design manufacture and project management18
-
Environmental Issues9
-
26 - Feasibility Studies15
-
20 - Modern industrial and Commercial practise42
-
3 - Designing34
-
Property Terms32
-
11 - Smart Materials19
-
10 - Composites33
-
4 - Papers and Boards32
-
8 - Performance characteristics of Polymers45
-
6 - Performance characteristics of Woods49
-
7 - Performance characteristics of metals52
-
9 - Biodegradable polymers24
-
15 - Polymer processes32
-
16 - Metal processes40
-
1.7 - Modern Materials COPY10
